Description
The Dehumidifier DH-150 is a heavy-duty industrial humidity control solution engineered for large spaces and high-moisture environments. Designed to deliver powerful and consistent dehumidification, the DH-150 helps maintain optimal relative humidity, protecting products, equipment, and infrastructure from moisture-related damage.
The DH-150 Dehumidifier is ideal for use in warehouses, pharmaceutical manufacturing units, laboratories, cold storage facilities, food processing plants, archives, museums, and industrial production areas. By effectively reducing humidity, it prevents mold growth, corrosion, condensation, and deterioration of raw materials and finished goods.
Built for continuous and demanding operation, the DH-150 features a rugged industrial design, energy-efficient performance, and low maintenance requirements. The unit includes user-friendly digital controls that allow precise humidity setting and automatic operation. Safety features such as overload protection and automatic shut-off ensure reliable performance in industrial environments.
Installing the Dehumidifier DH-150 improves indoor air quality, reduces operational downtime, and extends the lifespan of machinery and stored materials. Whether used for process control, storage protection, or environmental stabilization, the DH-150 offers dependable, high-capacity moisture control for large-scale applications.
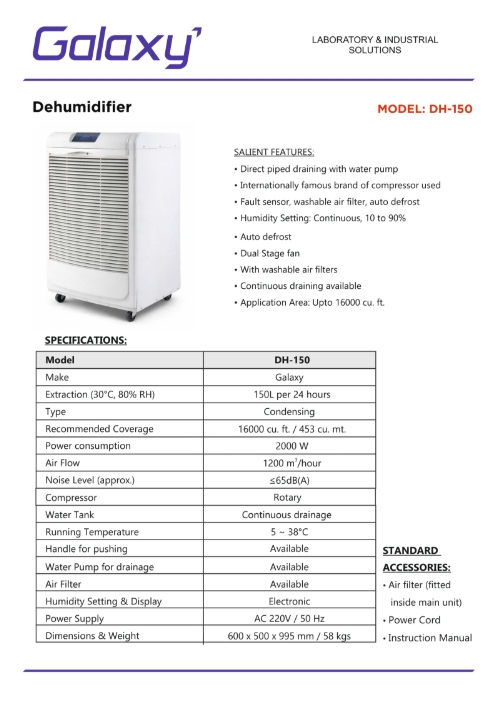
SALIENT FEATURES:
- Direct piped draining with water pump
- Internationally famous brand of compressor used
- Fault sensor, washable air filter, auto defrost
- Humidity Setting: Continuous, 10 to 90%
- Auto defrost
- Dual Stage fan
- With washable air filters
- Continuous draining available
- Application Area: Upto 16000 cu. ft.
STANDARD ACCESSORIES:
- Air filter (fitted inside main unit)
- Power Cord
- Instruction Manual